


WJ-8无碴轨道精调说明与注意事项
日期:2018-09-07 / 人气: / 来源:未知
1、精调条件调查,主要是现场调查CPⅢ网无破坏能使用,零配件安装达标、到位,无碴轨道经过冲洗,无杂物、无灰尘。
2、精调准备工作:技术资料(LKJ数据、CPⅢ测量成果)、精调工机具。
3、整正、补齐零配件,扣件复紧。
4、焊缝平直度测量,焊缝精磨。
5、第一遍轨道精测,主要测量高程、中线、超高(水平)、轨距。测量后进行软件模拟分析,提出轨道调整量表。
6、数据放样。将轨道左右股高低、轨向调整数据标示在现场。
7、第一遍无碴轨道精调:按高低调整数据调整高低→按轨向调整数据调整中线股(直线段按个别点调整值调至“零点”,挂弦改正轨向)→按标准轨距卡控调整另一股→小组回检→作业验收
8、第二遍轨道精测,测量后进行软件模拟分析,提出轨道调整量表。
9、根据测量结果选择精调不达标的地段进行第二次精调。
二、WJ-8无碴轨道精调工机具
| 序号 | 作业项目 | 工机具名称 | 规格 | 备注 |
| 1 | 扣件复紧 | 内燃扳手 | 24mm | |
| 2 | 焊缝测量、打磨 | 电子平直仪 | 含分析软件 | |
| 3 | 精磨机 | |||
| 4 | 彷行打磨机 | 焊缝超标严重使用 | ||
| 5 | 平直尺 | 1m、1.5m | ||
| 6 | 塞尺 | |||
| 7 | 测量 | 精测小车 | GEDO | 含轨道平顺分析软件 |
| 8 | CPⅢ插杆 | |||
| 9 | 棱镜 | |||
| 10 | 数据放样 | 彩色粉笔 | ||
| 11 | 万能道尺 | 复核数据使用 | ||
| 12 | 轨道精调 | 作业道尺 | ||
| 13 | 无碴起道机 | |||
| 14 | 摇铃 | |||
| 15 | 磁力架(弦线) | 35-50m | ||
| 16 | 钢直尺 | 150mm | ||
| 17 | 扭力扳手 | 测试扣压力 | ||
| 18 | 轨距调整器 | |||
| 19 | 46-42开口呆扳手 | 可加工改造 | 取绝缘轨距块 | |
| 20 | 数显道尺 | 校正作业尺使用 | ||
| 21 | 铲刀 | |||
| 22 | 46mm电动扳手 | 改WJ-7型过渡段使用 | ||
| 23 | 作业回检 | 轨检小车 | ||
| 24 | 轨检小车校正台 | 校正轨检小车精度 |
三、无碴轨道精测与数据放样
主要针对使用GEDO小车测量:
(一)测量的前期准备工作
1、输入并核对设计数据(平曲线、竖曲线、超高、控制点,如存在断链,需分别输入,上、下行线也要分别输入)。
2、设置项目属性,如平面位置和高程测量基准等。
3、定期对全站仪及小车进行保养、检定。
(二)测量的现场工作
架设全站仪,注意将全站仪架设在需测线路距起点60米左右两CPⅢ点及线路的中心。待全站仪适应环境温度后,进行全站仪设站工作。全站仪采用后方交会的方法进行设站。为了确保全站仪的设站精度,建议使用8个后视点,如果现场条件不满足,必须保证至少6个控制点。全站仪自由设站的位置应靠近轨道中线,每次连测4对CPⅢ控制点,并且测站位于联测的CPⅢ控制点中间。
进入数据采集作业,轨检小车由远及近向全站仪方向逐根承轨台进行测量。轨检小车在距离全站仪5-6米处停止测量,进行全站仪转站,相邻测站应有一定的搭接区域,测站一般测量距离为80米,前后各测10米数据用于与前后测站数据搭接。
(三) 调整量的计算。利用轨道精调软件对测量数据进行调整计算。
1、轨道调整计算符号法则:以面向大里程方向定义左右。偏差与调整量符号相反。
(1)平面位置:实际位置位于设计位置右侧时,偏差为正,调整量为负。
(2)轨面高程:实际位置位于设计位置上方时,偏差为正,调整量为负。
(3)超高(水平):外轨(名义外轨)过超高时,偏差为正,欠超高时偏差为负,调整量相反。
(4)轨距:以大为正,实测轨距大于设计轨距时,偏差为正,调整量为负。
2、轨道精调调整量计算的基本原则:在保证调整后的线形向设计线形靠拢的前提下,调整相对不平顺,力争恢复轨道的设计位置。
(1)明确基准轨(高程、方向):基准股为曲线上股,直线段对应下一条曲线上股为基准股。
(2)“先整体后局部”:可首先基于整体(以70m为基本长度)曲线图,大致标出期望的线路走势或起伏状态,原则上以靠近设计线位为首选,先整体上分析区间调整量,再局部精调。
(3)“先轨向后轨距”:高轨的优化通过调整高轨的平面位置来实现,低轨的平面位置利用轨距及轨距变化率来控制。
(5)“先高低后超高(水平)”:高低的优化通过调整低轨的高程来实现,高轨的高程利用超高和超高变化率“三角坑”来控制。
(6)轨道精调软件中,平顺性指标可通过对主要参数(平面位置、轨距、高程、超高)指标曲线图的“削峰填谷”来实现,曲线平直意味着轨道的平顺。
(四)无碴轨道精调数据放样
将计算的“模拟调整量表”用彩色粉笔在每个轨道板(左、右股)垫片厚度值、改道方向数值标注在挡肩上或钢轨内侧轨底。
(五)注意事项
1、全站仪采用后方交会的方法进行设站,为了确保全站仪的设站精度,建议使用8个CPIII控制点,如果现场条件不满足,至少也应使用6个控制点,设站中误差:东坐标/北坐标/高程:0.7mm,方向:1.4〃。
2、经常校核仪器:每天作业前要求校核精测小车的水平、轨距。
3、数据放样人员应承担数据复核人员,一方面校准放样数据无错位,另一面使用万能道尺复核测量、分析成果符合现场轨道实际。
四、无碴轨道平顺精调
(一)精调材料
1、轨向、轨距精调材料:轨距挡板、绝缘轨距块
WJ-8型扣件钢轨左右位置调整配置
|
单股钢轨左右位置 调整量(mm) |
钢轨外侧 | 钢轨内侧 | ||
| 轨距挡板号码 | 绝缘轨距块号码 | 绝缘轨距块号码 | 轨距挡板号码 | |
| -5 | 10 | 11 | 7 | 4 |
| -4 | 10 | 10 | 8 | 4 |
| -3 | 10 | 9 | 9 | 4 |
| -2 | 7 | 11 | 7 | 7 |
| -1 | 7 | 10 | 8 | 7 |
| 0 | 7 | 9 | 9 | 7 |
| +1 | 7 | 8 | 10 | 7 |
| +2 | 7 | 7 | 11 | 7 |
| +3 | 4 | 9 | 9 | 10 |
| +4 | 4 | 8 | 10 | 10 |
| +5 | 4 | 7 | 11 | 10 |
WJ-8型扣件高低调整调高垫板设置(单位:mm)
| 高低调整量 | 轨下垫板厚度 | 轨下微调垫板总厚度 | 铁垫板下调高垫板厚度 |
| -4~-1 | 2~5 | 0 | 0 |
| 0 | 6 | 0 | 0 |
| +1~+6 | 6 | 1~6 | 0 |
| +7~+10 | 3~6 | 0 | 10 |
| +11~+16 | 6 | 1~6 | 10 |
| +17~+20 | 3~6 | 0 | 20 |
| +21~+26 | 6 | 1~6 | 20 |
1、总体原则:
(1)精调采用先垫高程,后改轨向、轨距。先改中线股轨向,再通过标准卡控另一股方向。
(2)直线段按个别点调整值调至“零点”,挂弦改正轨向,曲线段按轨向调整数据调整中线股(上股)轨向。
(3)非基准股轨向通过标准轨距进行卡控,不使用GEDO小车测量数据进行直接改正轨向。
2、垫板作业:处理高低、水平、三角坑病害
(1)先选定一股钢轨作为基准股,曲线地段以上股为基准轨,直线地段选择与前方曲线上股同侧钢轨为基准轨。
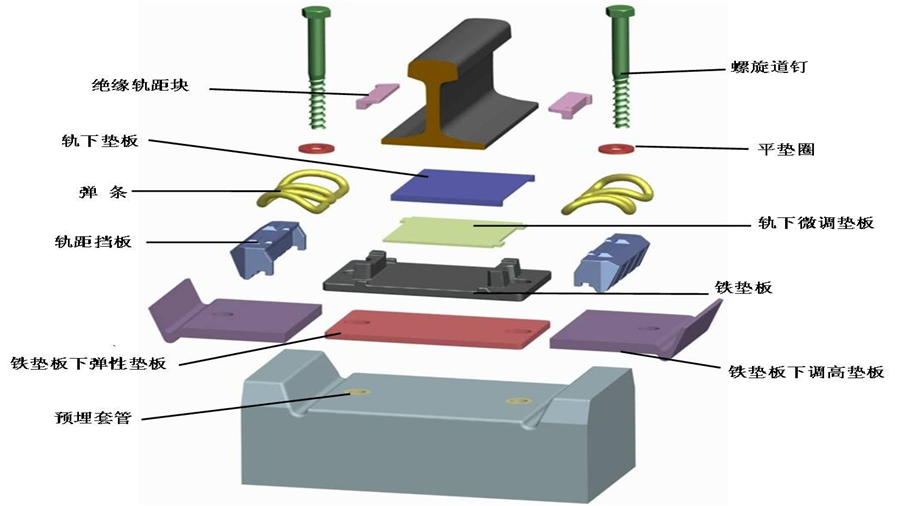
(2)为了钢轨调高的需要,扣件系统设计有轨下微调垫板和铁垫板下调高垫板两种,分别放置于轨下垫板与铁垫板之间和铁垫板与绝缘弹性垫板之间。轨下胶垫板按厚度分为2-6mm五种规格,标配为6mm,可选用其他规格实施落道;轨下微调垫板有0.5mm、1 mm、2 mm、5 mm四种规格,可随意选用两种规格;铁垫板下调高垫板按厚度分为10mm和20mm两种规格(根据调整量配合使用)。现场根据放样数据选择垫片类型。
(3)设置轨下调高垫板时,松开T型螺栓螺母,取出弹条、绝缘块、T型螺栓、螺帽、平垫圈,用起道机适量抬起钢轨,用小铲刀铲下橡胶垫板,将需设置的轨下微调垫板和铲下的橡胶垫板重叠对正后放入轨下,若为落到则更换轨下胶垫。
(4)设置铁垫板下调高垫板时,松开T型螺栓螺母和锚固螺栓,取出所有零配件,用起道机适量抬起钢轨,用小铁铲铲松绝缘缓冲垫板,将需设置的铁垫板下调高垫板和绝缘缓冲垫板重叠对正后放入铁垫板与承轨面之间,依次按照安装顺序放入其它垫板。
(5)设置轨下调高垫板和铁垫板下调高垫板组合时,可按以上第(3)(4)条作业流程进行。
(6)对松卸的扣件进行除锈、除尘、除杂物处理。
(7)松开起道机,落下钢轨。
(8)安装扣件,拧紧轨枕螺栓,复测高低、水平、三角坑。
3、改道作业:调整轨向、轨距,消除轨距变化率超标
(1)先选定一股钢轨作为基准股,曲线地段以上股为基准轨,直线地段选择与前方曲线上股同侧钢轨为基准轨。
(2)改道作业可采用调整绝缘轨距块和轨距挡板两种方式,调整时先考虑改动绝缘轨距块,后改动轨距挡板,可根据调整量选择配套使用。
(3)松开螺旋道钉,取出弹条、垫片、绝缘轨距块或轨距挡板。
(4)使用摇式起道机或轨距调整器横移钢轨,根据放样调整量选择更换内、外口合适的轨距绝缘块、轨距挡板,将轨向(轨距)改至计算量。
(5)调整轨向、轨距后可根据轨距情况控制(复核)作业是否到位。
(6)装上平垫圈、弹条、螺旋道钉,将道钉扭力复拧达标。
(7)直线地段在改中线股轨向时,为提高精度,先将调整量较小的改正到位设为“零点”,挂弦逐枕按矢度卡控调整到位。
(三)精调作业几何尺寸控制标准
1、几何尺寸
| 项 目 | 作业验收 | 备注 |
| 轨 距(mm) | +0.5/-0.5 | |
| 水 平(mm) | 1 | |
| 高 低(mm) | 2 | 10m弦 |
| 轨向(直线)(mm) | 1 | 10m 弦 |
| 扭曲(mm/3m) | 2 | 6.25mA范围内 |
| 轨距变化率 | 1/1500 |
| 项目 | 实测正矢与计算正矢差(mm) | 圆曲线正矢连续差(mm) | 圆曲线最大最小正矢差(mm) | |
| 缓和曲线 | 圆曲线 | |||
| 作业验收 | 1 | 2 | 3 | 4 |
1、因无碴轨道板存在设置过高等问题时,铁垫板下弹性胶垫可更换为5mm或10mm。
2、轨下微调垫板应放置在轨下垫板与铁垫板之间,选用数量不得超过2块,且较厚的一块必须压在下面。
3、钢轨高低调整时铁垫板下调高垫板只能单副使用,不得重叠使用。钢轨调高量大于15 mm时,应采用S3型螺旋道钉。
4、轨道调整选定中线与精测小车选定基准股同步,曲线选上股定为中线,直线选连接前方曲线上股的一侧为中线。直线段通过选“零点”挂弦改正轨向,零点可为绝对零点也可以为人工改正后视为“零点”,曲线通过不动轨距股,按模拟调整数据改正轨向,高程按数据组合垫板进行调整。
5、高程、平面调整同步进行(1个组同一天完成),作业验收时同步卡控,确保无碴轨道几何尺寸一步到位。
6、每天作业前以作业验收小车(也可为电子道尺)为标准校正道尺,统一标准,减轻各作业小组衔接段的轨道不平顺。作业高程中经常在本小组作业点领取的零点处校核道尺,以防作业量具发生变化。
7加强对标准作业的检查,作业验收中将轨道几何尺寸作为验收重点,但发现结构恢复不到位,坚决给予验收不合格处理,督促整改,防止精调中因调整轨向、轨距造成零配件恢复不到位,致使轨道几何尺寸失真。
作者:admin
推荐内容 Recommended
- K1270Rail锯轨机锯片使用保养指南09-10
- DFZ-1型复轨器使用手册08-20
- ZF-3型组合式复轨器救援设备使用方08-17
- 钢包加盖节能控制系统08-16
- 货车车钩自动分离的原因有哪些08-15
- 集宁工务段党委注重党员作用发挥08-10
相关内容 Related
- 蒙华铁路正在修建中07-16
- “交通强国,铁路先行”银西高铁07-16
- 郑济先开段架梁标准化作业赢得好07-16
- 朔黄铁路原平分公司顺利完成首次07-16
- 拉林铁路沿线牵引变电所开始设备07-16
- 为防洪抢险中的铁路人点赞07-16