一、适用范围:
YTF-400Ⅱ型液压轨缝调整器适用于各型钢轨的线路调整轨缝作业。该机具有推大和拉小轨缝两种功能,推轨、拉轨均可,操作简便,工作效率高,具有防“卡死”功能,使用安全等特点。
一、适用范围:
YTF-400Ⅱ型液压轨缝调整器适用于各型钢轨的线路调整轨缝作业。该机具有推大和拉小轨缝两种功能,推轨、拉轨均可,操作简便,工作效率高,具有防“卡死”功能,使用安全等特点。
二、主要技术参数:
|
额定拉、推轨力 |
400kN |
|
油缸活塞工作行程 |
140mm |
|
额定压力 |
52MPa |
|
空载效率 |
≥2.0mm/次 |
|
手柄操作力矩 |
≤450N·m |
|
整机质量(含液压油) |
≤133kg |
三、基本结构与工作原理:
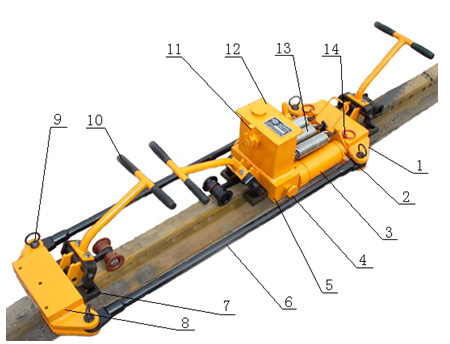
㈠基本结构:主要由行走轮、斜铁、夹具体、安全销、复位弹簧、安全下道装置、油箱、油缸、油泵、溢流阀、回油阀、拉杆等部分组成。
主要结构如图:1前夹具体、2活塞杆、3油缸、4回油阀(另一侧为备用回油阀)、5中夹具体、6拉杆、7斜铁(6块)、8后夹具体、9大安全销、10扳把、11油泵摇杆、12油箱、13复位弹簧、14小安全销(2个)。
㈡工作原理:
1、增大轨缝时(即推轨):使用前夹具体1与中夹具体5,后夹具体8不参与工作,通过四个柱塞泵将液压油压入双油缸中,活塞2向外伸出,前、中夹具体中的斜铁夹住两条钢轨后,推动钢轨使两条钢轨间的缝隙增大,从而达到调整轨缝的目的。
2、缩小轨缝时(即拉轨):使用中夹具体5与后夹具体8,前夹具体1不参与工作。通过四个柱塞泵将液压油压入双油缸中,活塞向外伸出,经拉杆6使中夹具体和后夹具体内的斜铁夹住两条钢轨后,拉动钢轨使两条钢轨间的缝隙缩小,从而达到调整轨缝的目的。
四、使用方法和保养:
正确的使用与保养,对保证机具的正常工作和延长其使用寿命具有重要作用,操作者应认真阅读本说明书,以了解各部结构和作用。
㈠、使用前检查
1、油箱内油面高度是否达到油箱高度的2/3,夏季使用40#机油,冬季使用20#机油,加油时应过滤。
2、操纵部分是否灵活可靠。
3、回油阀启闭是否正常,各液压件工作是否正常。
4、各连接紧固部位是否松动和有无漏油现象。
㈡、操作步骤
1、将机具置于被调整的两根钢轨接头处,需要推轨时,使轨缝位于前夹具体1与中夹具体5之间,需要拉轨时,使轨缝位于中夹具体5与后夹具体8之间。
2、向下搬动相应夹具体上的操纵扳把10使夹具体落在钢轨上。
3、顺时针旋紧回油阀4,用操纵杆摇动油泵摇杆11,使液压油输入工作油缸3中,当活塞2伸长20mm后,斜铁则可夹住钢轨,继续摇动操纵杆即能达到调整轨缝作业目的。
4、注意!推轨时,应向上轻拉后夹具体8上的扳把,使斜铁与钢轨不拉触;拉轨时,应向上轻拉前夹具体1上的扳把,使斜铁与钢轨不拉触。
5、每次轨缝调整完毕应按逆时针方向先旋开回油阀,然后向上搬动扳把10松开斜铁,使工作油缸活塞在拉簧作用下复位,即完成一次工作循环。(本机设有两个回油阀,当其中一个出故障时,打开另一个回油阀,即可使油缸复位,提高了本机的安全性能。)
6、完成作业后,向上搬动各夹具体上的扳把10,通过棘爪将走行轮落在钢轨面上,推行至下一轨缝处或整机下道。
7、油箱内设有溢流阀,其压力在出厂前已调整至52MPa,当负载过大时,溢流阀卸荷,从而保证机具使用安全。
8、如推轨作业量较大,建议拆除后夹具体8及拉杆6,减轻整机质量。
㈢故障排除
|
故 障
|
产生故障的原因
|
排除方法
|
|
油缸不工作或爬行
|
活塞密封圈失效
回油阀未拧紧或有污物
油泵阀座的单向阀存有污物,使球阀不能密封
油泵柱塞和油泵套严重磨损间隙过大
溢流阀内有污物,导致溢流阀密封不严
|
更换密封圈
拧紧回油阀或清洗
解体清洗
更换新件
清洗溢流阀
|
|
工作油缸与连接头或连接头与夹具体螺纹连接处漏油
|
螺纹松动或胶圈老化
|
如果紧固螺纹无效,可换橡胶密封圈
|
|
夹不住钢轨,作业时斜铁与钢轨之间产生滑动
|
斜铁齿过度磨损
|
更换斜铁
|
|
推力不足又无外泄
|
油泵阀体螺纹连接处松动
溢流阀弹簧产生塑变
溢流阀钢珠有污物
|
用扳子紧固各件
调整溢流阀或更换弹簧
清洗
|
五、安全下道装置的使用:
使用轨缝调整器调整轨缝时,由于钢轨肥边太大,使用操作不当等原因,可能出现斜铁卡在钢轨上,使整机无法下道,危机行车安全。
本机设有安全下道装置,操作方法如下:
㈠推轨调整轨缝时(即增大轨缝):
当回油阀已打开,向上扳动前、中夹具体上的扳把,斜铁不能顺利脱开,活塞在复位弹簧13的作用下不能复位,即发生“卡死”现象,分下述两种情况进行操作下道:
1、如果拆除后夹具体8及拉杆6进行作业,当发生“卡死”现象时,拔下前夹具体1上的两个小安全销14,前夹具体与整机脱开,活塞在复位弹簧的拉动下复位,然后向上扳动前、中夹具体上的扳把斜铁即可脱开,如斜铁仍不能脱开,可在前、中夹具体安装扳把一侧分别沿钢轨水平轴线敲打(注意:不得敲打斜铁,否则斜铁越打越夹紧)。斜铁即能脱开,这时迅速将分为两体的轨调器搬移下道。
2、如不拆除后夹具体8及拉杆6进行作业,当发生“卡死”现象时,按上述方法进行操作,所不同的是,搬移下道时,需先搬移中夹具体下道,然后将前夹具体通过拉杆和后夹具体一块下道。
㈡拉轨调整轨缝时(即缩小轨缝):
当回油阀已打开,向上扳动中、后夹具体上的扳把,斜铁不能顺利脱开,活塞不能复位而发生“卡死”现象时,拔下前、后夹具体上的四个大安全销,拆除两根拉杆,活塞复位,向上扳动中、后夹具体上的扳把或用上述方法敲打中、后夹具体,斜铁即能脱开,然后迅速将后夹具体及其余部分搬移下道。
六、安全操作规程:
1 适用范围
本规程规定了使用液压轨缝调整器(以下简称“轨调器”)调整轨缝作业应遵守的安全操作要求。
本规程适用于液压轨调器调整轨缝作业。
2 安全防护
2.1按铁道部《铁路工务安全规则》的有关规定,组织施工和进行安全防护。
2.2在按规定设置防护后才能进行调整轨缝作业。
2.3轨调器应具有能使机体随时解体的安全防撞装置及附件。禁止使用没有安全防撞装置的轨调器。
3 安全操作规定
3.1操作者应经技术培训合格,持证上岗。
3.2操作者应认真阅读轨调器使用说明书,了解该产品的结构、性能和掌握使用方法,并应熟知本规程的要求。
3.3作业前认真检查机具各部件应完好无损,液压系统不泄漏,安全防撞装置应可靠有效,回油阀回油应正常。
3.4钢轨肥边超过6mm以上时禁止使用轨调器,避免斜铁嵌入肥边造成轨调器不能正常复位下道。
3.5轨调器放置在钢轨上应先拧紧回油阀,操作手柄使活塞杆空载伸出20mm~30mm后,再让斜铁夹住钢轨进行作业。
3.6作业时若轨调器发生故障,应撤出线路排除故障。
3.7按要求做好轨调器的保养和维修,使其处于良好的技术状态。不应使用存在故障的轨调器进行作业。
3.8当机具使用中发生“卡死”钢轨不能下道时,对机具安全下道装置操作人员不得少于2人,并在作业前进行分工,明确每个人的职责,确保机具在“卡死”现象发生后迅速解体下道。
七、其他:
1、随机附件见产品装箱单
2、产品售出后一年内,因产品质量原因影响使用,公司负责维修、更换。
|
产品装箱单
|
|
产品名称
|
液压轨缝调整器
|
型号
|
YTF-400Ⅱ型
|
|
出厂日期
|
|
质检员
|
|
|
序号
|
附件名称
|
数量
|
|
1
|
产品说明书
|
1份
|
|
2
|
产品合格证
|
1份
|
|
3
|
主机
|
1台
|
|
4
|
加长杆
|
2件
|
|
5
|
插销
|
4件
|
|
6
|
O型圈50×3.1
|
2件
|
|
7
|
O型圈80×3.1
|
2件
|
|
8
|
操纵杆
|
2件
|
|
9
|
打压把
|
2件
|
|
备注:
|