一、产品简介:
FMG-4.4型内燃仿形钢轨打磨机且保持原有的轨头轮廓尺寸。设计合理,机构紧凑,操作简单,上下道方便,打磨效率高不需电源,在现场作业机动灵活。FMG-4.4型内燃仿形钢轨打磨机具有先进的技术性能。钢轨经仿形打磨后不仅平顺,而且能恢复原本的轨头轮廓。
一、产品简介:
FMG-4.4型内燃仿形钢轨打磨机且保持原有的轨头轮廓尺寸。设计合理,机构紧凑,操作简单,上下道方便,打磨效率高不需电源,在现场作业机动灵活。FMG-4.4型内燃仿形钢轨打磨机具有先进的技术性能。钢轨经仿形打磨后不仅平顺,而且能恢复原本的轨头轮廓。
二、技术性能:
|
汽油机功率: |
4.4kw |
|
磨头最大转速: |
4100r/min |
|
砂轮规格: |
F150 mm×F55 mm×70 mm |
|
砂轮行程: |
50mm |
|
砂轮倾角: |
±90° |
|
手轮每转进给量: |
1.5mm |
|
外形尺寸: |
1700 mm×500mm×800mm |
|
整机重量: |
90kg |
三、基本结构与工作原理:
工作原理:NGM—4.8型内燃钢轨打磨机,以汽油机为动力,通过离心式离合器带动同步带轮,经过同步带把动力传递给主轴,带动砂轮进行回转运动,同时通过一个进给手轮来调整砂轮的进给量,如需要打磨钢轨侧及圆弧处,可通过旋转彷形手轮对钢轨进行轨形打磨。
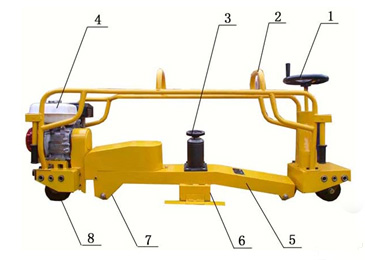
基本结构如图所示:
1彷形手轮、2彷形架、3进给手轮、4汽油机、5机架、6螺栓紧固砂轮、7导向轮、8走行轮
四、使用安全措施及使用方法:
(一)使用前的安全措施:
1、检查汽油机的燃油量和机油量是否充足,如不足,先添加燃油和机油。具体方法参照汽油机说明书。
2、作业前,先将进给手轮旋转到最上边,使砂轮远离钢轨面,然后将辅助支承架支承好,启动汽油机4,空转30秒钟,检查传动部分是否灵活、有无异常杂音,螺纹连接是否松动。
3、钢轨打磨机由一人或二人操作,一手扶彷形手轮,一手扶持彷形架。
4、打磨时操作人员必须穿戴适当的防护用品:眼镜、手套等。
5、如打磨火星落到或接近易燃物,应采取防护措施,避免火情。
(二)操作方法:
1、按上述准备好的工作,顺时针转动进给手轮3时,砂轮下移。
2、获得良好的打磨质量,须按两步进行。
a)粗打磨:打磨应从轨面开始,打磨机沿钢轨往复移动,缓慢放下砂轮打磨凸起部位,待打磨至离轨面1mm,再旋转彷形手轮按上述方法打磨侧面。
b)精打磨:在粗磨的基础上打磨机重新就位,准备打磨轨面。当打磨机就位后,放下砂轮,使之刚好触及焊缝附近不须打磨的轨面,从轨面开始打磨,然后旋转彷形手轮打磨侧面,打磨范围应达到焊缝两侧各100mm,为补偿砂轮磨损,应随时调整砂轮进给量。
3、打磨完成后,必须逆时针旋转手轮,使砂轮上提,以便于进行下一个焊缝的打磨,减小油门,关闭汽油开关,使汽油机熄火,停止作业。
4、下道前,将仿形架与机架垂直复位,确保运输安全。
五、注意事项:
1、在使用前,必须将按汽油机说明书加注机油;
2、不许使用转速低于4200r/min 的砂轮;
3、更换砂轮前必须停机;
4、千万不可使用已损坏的砂轮;
5、更换砂轮后空转30秒,在试转过程中其他人员必须远离现场;
6、使用前检查砂轮是否完好,检查紧固螺母是否松动。
六、机具的保养与维修:
1、打磨机主轴的角接触轴承,导向轮的滚动轴承,走行轮轴承,介轮同步带轮轴承、离合器各轴承等有轴承处要定期的注入和更换润滑脂。
2、机具运行累计500小时后,应拆卸清洗主轴轴承,更换润滑脂。
3、在使用、运输过程中不得扔、摔。
4、长时间不用,机具应放置在通风、干燥、无腐蚀气体的库房内,内燃机应放尽燃油。
5、砂轮应防潮、防撞、防压。
6、汽油机推荐运行的环境温度在-15℃~40℃之间。
7、推荐使用辛烷值在90#或更高的无铅汽油,加注汽油时,发动机应停机,并远离火源,加油要适量,加油后要擦净机具表面残留汽油。
8、经常检查汽油机的润滑油油量是否充足,空气滤清器是否洁净。
9、不要让机具被雨淋,如被雨淋后应将汽油机及机具各部擦干。
七、故障排除:
|
故 障 现 象
|
产 生 原 因
|
排 除 方 法
|
|
主轴不转
|
汽油机启动前砂轮顶钢轨
砂轮进给量过大
|
提起砂轮
提起砂轮
|
|
打磨轨侧时掉道
|
要打磨侧走行轮间隙没有消除
|
在打磨时先将间隙消除
|
|
进给手轮自转
|
主轴进给锁紧钢珠弹簧老化
|
更换主轴进给弹簧
|
|
汽油机不启动
|
按汽油机说明排除故障
|
|
八、产品装箱单:
|
产品装箱单
|
|
产品名称
|
内燃钢轨打磨机
|
型号
|
NGM-4.8型
|
|
出厂日期
|
|
质检员
|
|
|
序号
|
附件名称
|
数量
|
|
1
|
产品说明书
|
1份
|
|
2
|
产品合格证
|
1份
|
|
3
|
主机
|
1台
|
|
4
|
内燃机说明书及工具
|
1套
|
|
5
|
螺栓紧固砂轮(装在主机上)
|
1件
|
|
6
|
内六角扳手 5、6 、8
|
各1把
|
|
7
|
呆扳手 14-17
|
1把
|
|
8
|
呆扳手 22-24
|
1把
|
|
9
|
辅助支承架
|
1件
|
|
10
|
|
|
|
备注:
|
九、使用案例:
 十、资料下载:
十、资料下载: