一、适用范围:
一、适用范围:
该机具主要用于道岔尖轨、辙岔岔心、护轮轨、基本轨侧面肥边的打磨作业。也适用于普通线路及曲线地段钢轨肥边的修磨维护。可满足各型道岔、各部位钢轨肥边打磨作业的技术要求。
二、技术参数:
|
动力: |
GX160型汽油机 |
|
功率: |
4.0kW |
|
燃油消耗率: |
310g/kW.h |
|
润滑油容量: |
0.65L |
|
砂轮转速: |
4000 r.P.m |
|
磨头倾角调整范围: |
±45°。 |
|
磨头垂直行程: |
170mm |
|
砂轮规格: |
φ250×φ30×35mm(盘形砂轮) |
|
整机质量: |
90kg |
|
外形尺寸: |
2920×850×1150mm |
三、基本结构与工作原理:
工作原理:汽油机经过V带传动,使主轴(砂轮)产生回转运动,再通过转动手轮经丝杠、丝母实现垂直方向的进给磨削运动,而水平方向的进给磨削主要是靠大车架上的小车架的水平移动来实现。
小车架上装有蜗轮副,能使砂轮左右最大倾斜30°角,以适应各种斜面打磨需要。推动大车架沿钢轨纵向反复移动完成磨削工作。
主要结构:有两个部件组成:
1、安装有四个带单轮缘滚轮在轨道上移动的大台车架。
2、安装有四个带双轮缘滚轮、能在大车架上沿垂直轨道方向水平移动的小车架(磨削装置)。
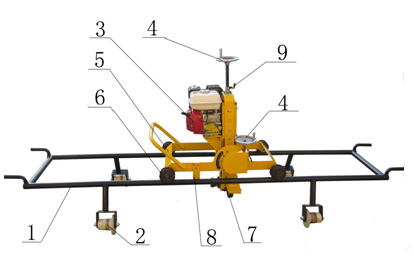
结构图如下:1大车架、2行走轮、3汽油机、4手轮、5小车架、6滚轮、7砂轮、8定位装置、9锁紧手柄
四、使用方法与维护:
1、首先卸下砂轮罩,装好平型砂轮,将锁紧螺母拧紧。安装砂轮前,检查砂轮是否有损坏、变形等,如发现不准使用。
2、将大车架1放到轨道上,再将小车架5(磨削装置)放到大车架上。
3、检查内燃机的燃油和机油是否充足。如不足,应按要求添加燃油和机油。
4、启动内燃机,空载运行,时间不少于30秒。观察机器各部分运转是否正常,传动机构是否可靠,正常后方可操作打磨。
5、顺时针转动打磨手轮,砂轮下移,进行垂直方向进给,手轮一周进给量约为2mm。根据需要调好后,将手轮上的锁紧手柄旋紧,防止砂轮向下移动。
6、如需打磨斜面,应根据斜面的角度,调整砂轮的倾斜方向和角度。调整好后,将手轮上的锁紧手柄旋紧。
7、如需打磨钢轨顶面,将角度指示对准“0”位,按第5条方法调整砂轮高度,边打磨边进给,直至作业完成。
8、用砂轮侧面打磨钢轨肥边时,使小车架5沿大车架1移动,接触肥边后,向下压紧锁紧手柄9,小车架固定在大车架上,往复推动大车架完成对钢轨肥边的打磨。
9、打磨辙叉叉芯或翼轨时,根据待打磨部位状态,调整砂轮的高度、角度。
10、打磨完成后,关闭发动机,旋松锁紧螺母,逆时针转动手轮,使砂轮上提,以便进行下一部位的打磨,或者将该机抬下线路。
11、打磨机的主轴滚动轴承、进给丝杠滚动轴承等转动部位,要定期的注入和更换润滑脂,以提高该机使用寿命。
12、不要让机具被雨淋,如被雨淋后,应将各部擦干净。
五、安全操作规程:
1、在线路上作业时,按铁道部《铁路工务安全规则》的有关规定组织施工和进行安全防护。
2、操作者应经技术培训合格,持证上岗。
3、操作者应认真阅读本使用说明书,了解该产品的结构、性能。
4、作业时检查机械各部件,内燃机各部件是否正常,发现异常应排除后作业,不准机器带病运转。
5、打磨时,砂轮进给量不要过大,往复移动车架进给应均匀。
6、对内燃机加注燃油时,应停机加油,并远离火源,加油后盖好油箱盖,擦净油箱表面残留燃油,内燃机启动后,不准用手触摸排气口。
7、作业时,操作者按规定穿戴好劳动保护着装。
8、使用砂轮的允许线速度,不得小于37m/s。
9、调整机具或维修更换部件时,应停机进行。
六、其他:
1、随机附件见产品装箱单
2、产品售出一年内,因产品质量原因影响使用,公司负责在国内维修、更换。
|
产品装箱单
|
|
产品名称
|
内燃道岔打磨机
|
型号
|
NCM-4型
|
|
出厂日期
|
|
质检员
|
|
|
序号
|
附件名称
|
数量
|
|
1
|
产品说明书
|
1份
|
|
2
|
产品合格证
|
1份
|
|
3
|
主 机
|
1台
|
|
4
|
平形砂轮(装在主机上)
|
1件
|
|
5
|
内燃机说明书及工具
|
1套
|
|
6
|
勾扳手 45-52
|
1把
|
|
7
|
内六角扳手 5、6
|
各1把
|
|
8
|
呆扳手 10-12
|
1把
|
|
9
|
呆扳手 14-17
|
1把
|
|
10
|
|
|
|
品牌:济宁市铁翔机械设备有限公司
|
七、产品使用案例:




八、资料下载: