一、适用范围
NQG—5Ⅲ型内燃切轨机适用于切割43㎏/m~75㎏/m钢轨,切割断面质量符合铁道行业标准的要求,是铁路工务部门片砂轮利用率高,切割断面质量高,操作简便,便于移动,使用安全、适用范围广等特点。
二、主要技术参数
1、内燃机:
1)型号 HONDA GX200 (原装日本进口)
2)功率 4.8kW
3)转速 3600r/min
2、薄片砂轮(主轴):
1)主轴转速 3030r/min
2)规格 Φ400×Φ32×4
3、切割时间 60kg/m钢轨,≤120S
4、薄片砂轮使用次数 50kg/m使用≥4次
60kg/m使用≥3次
5、整机质量 39.5kg
三、基本结构与工作原理
工作原理:依据无齿锯切削原理,利用摆动机构,使转动的薄片砂轮轴线绕着钢轨轴线沿着一定轨迹往复摆动,薄片砂轮对钢轨进行切割。薄片砂轮回转平面与钢轨断面接触长度较小,从而减少薄片砂轮的磨耗,提高薄片砂轮利用率及工作效率。
1、主运动:由发动机经离合器、驱动V带传动使主轴(薄片砂轮)回转。
2、进给运动:利用切割臂与摆臂的相对摆动,靠切轨机的自重来实现薄片砂轮的进给切削运动。切割臂主轴薄片砂轮回转面在摆臂(卡轨机构)中心平面旁侧,并悬臂较长,因此锯片可切到钢轨底。
基本结构:
1、摆臂轴、套间为滚动摩擦,减小磨损,延长寿命。
2、摆臂、切割臂、皮带轮为铸造铝合金结构,质量轻、强度高。
3、装夹机构具有防脱轨功能,切轨机安放在钢轨上,切轨机重心与钢轨中心轴线重合,即使旋松夹紧螺
杆,切轨机不发生倾斜。
4、内燃机座为分体式铸造铝合金,减轻重量。
5、走行机构增设辅助轮,保证在地面推行时平稳。
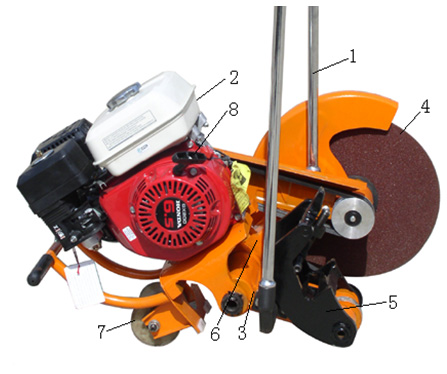
1操纵杆、2内燃机、3摆臂 、4主轴薄片砂轮、5夹具、6切割臂 、7走行轮、 8手拉启动手柄
四、使用方法
1、首先安装薄片砂轮,装片前要检查薄片砂轮是否有裂纹,是否受潮变形,两侧是否平直,表面不平易造成切口偏斜及夹片,装片后拧紧锁紧螺母,但扭力不宜过大以免压碎薄片砂轮。
2、将切轨机装在钢轨上,拉出安装在卡具5上的定位杆,此时定位杆端面指示的位置即是砂轮切割位置,根据需要移动切轨机至预先设定的切割位置。然后使卡具内面(凸面)与钢轨顶面、轨腭下部贴紧,旋紧紧定螺栓,切轨机处于工作状态。
3、 一只手拉动操纵杆使切轨机处于钢轨上方,同时另一只手扶持另一操纵杆,以防薄片砂轮撞击钢轨。
4、安装好切轨机后,手拉启动手柄即可启动内燃机。内燃机启动后,怠速运行不少于30秒,检查机具各部是否正常,如有异常,停机排除。加大油门,观察薄片砂轮是否运转平稳,是否偏摆、跳动,各部是否正常。如发现异常,应停机更换砂轮或排除故障。切割前调整油门、风门,满足切割需要。
5、切割时,薄片砂轮的进给主要靠切轨机的自重和操纵杆的摆动,因此双手扶持操纵杆时,不要向下猛施压力,应根据需要有节奏的摆动操纵杆。
6、切割过程中,手握操纵杆要不停地往复摆动,不可停在某处。当发生夹片现象,应缓慢提升薄片砂轮,然后,继续切割,如仍然发生夹片现象,应停机检查原因或更换薄片砂轮。重新切割时,薄片砂轮必须与原切口完成吻合,否则,应变换切割位置。
7、切割过程中,如切口发生倾斜,应停机检查原因,排除故障或更换薄片砂轮,变换切割位置,重新切割。
8、通常是先切钢轨顶部,再切腰部,后切底部,直至切断。
9、当薄片砂轮磨耗到一定程度(砂轮直径约小于300mm)时,从钢轨一侧可能不能切断钢轨,此时需将砂轮摆到另一侧对切钢轨,直至切断。当砂轮磨耗后直径约小于260mm时,由于砂轮线速度降低,砂轮将加速损耗,此时即使对切钢轨也可能发生不能完全切断,建议更换薄片砂轮,避免钢轨未切断,再更换砂轮造成新砂轮与原切口不吻合现象。
五、机具的保养与维修
1、摆臂与长轴之间应保持润滑,定期向注油咀内注入润滑油。
2、切轨机运行累计500小时后,应拆卸清洗主轴轴承,更换润滑脂。
3、摆臂与切割臂均采用螺纹销轴连接,在出厂时已调好,当磨损后产生松动,可松开锁紧螺母,旋动螺纹销轴,调整各机件轴向间隙,使其能相互转动,又无轴向窜动为止,然后,再锁紧螺母。
4、V带传动的张紧,用两个六角螺栓的旋动进行调整。
5、在使用、运输过程中不得扔、摔。
6、长时间不用,应放置在通风、干燥、无腐蚀气体的库房内,内燃机应放出燃油。
7、薄片砂轮应防潮、防撞、防压。
8、汽油机推荐运行的环境温度在-15℃~40℃之间。
9、推荐使用辛烷值在90#或更高的无铅汽油,加注汽油时,发动机应停机,并远离火源,加油要适量,加油后要擦净机具表面残留汽油。
10、经常检查汽油机的润滑油油量是否充足,空气滤清器是否洁净。
11、不要让机具被雨淋,如被雨淋后应将汽油机及机具各部擦干。
六、故障排除
故 障 现 象 产 生 原 因 排 除 方 法
薄片砂轮夹住 V带松弛
薄片砂轮表面翘曲不平
操纵杆施加压力过猛 张紧V带
更换新片
靠自重扶持操纵杆
薄片砂轮烧伤 薄片砂轮表面过硬
操纵杆摆幅过小 更换新片
按通常方式进行
钢轨垂直度超差
装卡不正
砂轮表面不平 重新装卡
更换新片
双向切割
七、安全操作规程
1 适用范围
本规程规定了使用切轨机进行钢轨切割作业应遵守的安全操作要求。
本规程适用于移动式切轨机在线上或线下对各型钢轨的切割作业。
2 安全防护
2.1在线路上进行钢轨切割作业时,按铁道部《铁路工务安全规则》的有关规定,组织施工和进行安全防护。
2.2在按规定设置防护后才能进行切轨作业。
2.3作业时切轨机火花飞溅范围内严禁有人。
3 安全操作规定
3.1操作者必须经技术培训合格,并取得上岗资格证书,方可使用该机具。
3.2掌握机具的技术性能、熟悉安全操作规程,并正确使用、操作机具,保证机具在良好的工作状态下运转。
3.3操作者必须身着紧口防护服、佩戴护目镜及袜苫等安全防护用品。
3.4内燃切轨机开机前应检查内燃机油量是否符合要求。加油时应远离火源,严禁不停机加油。加油后盖好箱盖,并擦净表面残留的汽油。
3.5选用符合要求的薄片砂轮。安装薄片砂轮前,首先要检查薄片砂轮两侧是否平直,是否有裂纹、破损、受潮等缺陷。
3.6开机时,机具的前方不准有人。作业时,操作者应在砂轮侧面操纵。
3.7内燃机启动后,空转不少于30秒钟,确认无异常方可开始作业。
3.8切割时,砂轮片的进给须靠机具的自重,不要猛力下压;操纵杆应适度往复摆动;砂轮片被夹住时,要轻轻摆动操纵杆同时上提,如砂轮片已破损,不得继续使用。
3.9薄片砂轮和皮带的防护罩如有损坏,不得继续使用。
3.10作业时若切轨机发生故障,应撤出线线路排除故障。
3.11按要求做好切轨机的保养和维修,使切轨机处于良好的技术状态。不应使用存在故障的切轨机进行作业。
3.12在线路下切割钢轨时,应将钢轨放稳,防止钢轨翻倒或切断后伤人。
八、其他
1、随机附件见产品装箱单
2、产品售出后一年内,因产品质量原因影响使用,公司负责维修、更换。
|
产品装箱单
|
|
产品名称
|
内燃切轨机
|
型号
|
NQG-5Ⅲ型
|
|
出厂日期
|
|
质检员
|
|
|
序号
|
附件名称
|
数量
|
|
1
|
产品说明书
|
1份
|
|
2
|
产品合格证
|
1份
|
|
3
|
主机
|
1台
|
|
4
|
内燃机说明书及工具
|
1份
|
|
5
|
操纵杆
|
2件
|
|
6
|
内六角扳手5
|
1把
|
|
7
|
钩扳手38-42
|
1把
|
|
8
|
|
|
|
9
|
|
|
|
备注:
|





