


高寒地区钢轨胶结绝缘接头施工技术
日期:2019-06-11 / 人气: / 来源:未知
摘 要:钢轨胶结绝缘接头的施工质量对于保证线路的整体性和连续性、确保轨道电路的可靠性非常重要。通过青藏铁路西格段增建第二线现场实践,介绍高寒地区钢轨胶结绝缘接头施工技术。即通过优化工序、缩短作业时间;为确保胶结绝缘接头粘结剂适宜的固结温度为18~25 ℃,搭设作业保温棚。实践证明,采用局部温控法有效控制施工温度,工序便捷,有效保证了高寒地区钢轨胶结绝缘接头的施工质量。
绝缘接头是轨道电路的重要组成部分。整个轨道系统路网依适当距离区分成许多闭塞区间,各闭塞区间以轨道绝缘接头区隔,形成一独立轨道电路[1]。轨道绝缘接头虽历经数次变革,但至今仍然是铁道线路的薄弱环节。如今在营业线路上使用的钢轨绝缘接头大部分是在钢轨与鱼尾板之间置入尼龙绝缘体,然后利用螺栓的夹紧力固定鱼尾板和钢轨。从现场使用效果看整体性差,难于克服钢轨因温度变化而产生的纵向拉、压力和钢轨接头的挠曲力,导致鱼尾板与钢轨之间的蠕动,最终出现绝缘材料的压渍和磨损,导致轨道绝缘失效。随着铁路技术的进步,现场逐步采用新型钢轨胶结绝缘接头,该接头采用严密有效的胶结工艺,提高了结构的整体剪切强度、减小列车动载下的挠度,提高了工作可靠性和使用寿命。但胶结绝缘接头粘结剂适宜的固结温度为18~25 ℃,在高寒地区如何进行接头施工是工程建设者不可回避的问题。本文主要通过青藏铁路西格段增建第二线现场实践,介绍高寒地区(工程所在地低温-25~-30 ℃)钢轨胶结绝缘接头施工技术。
1 工程概况
青藏铁路西宁至格尔木段增建第二线工程东起西宁市,向西经湟源县、海晏县,在刚察县境内从中国最大的内陆咸水湖青海湖北缘通过,终点格尔木。线路全长约834 km,共有胶结绝缘接头90个。
西格二线所经地区属青藏高原大陆性气候区,区内高寒干燥,大风频繁,昼夜温差极大,呈典型的大陆性气候特点。年平均气温-1.4~6 ℃,最高气温33.5 ℃,极端最低气温-37.2 ℃,最大平均日温差22.5 ℃;最大积雪厚度6~22 cm,最大冻结深度88~299 cm。
2 绝缘胶结接头基本结构
钢轨胶结绝缘接头由胶结绝缘夹板、轨端绝缘板、绝缘套管、高强度螺栓(60 kg/m钢轨用10.9级、M27螺栓;50 kg/m钢轨用12.9级、M24螺栓)、10H级防松螺母及高强度平垫圈组成[2]。在现场安装接头时,需在胶结绝缘夹板与钢轨腹部之间涂沫高强度胶粘剂,使其成为胶结绝缘接头。具体结构见图1和图2。
3 施工工艺流程
针对现场施工环境(-20 ℃)温度较低,需要对普通环境下钢轨胶结绝缘接头施工工艺进行优化(具体流程见图3)。
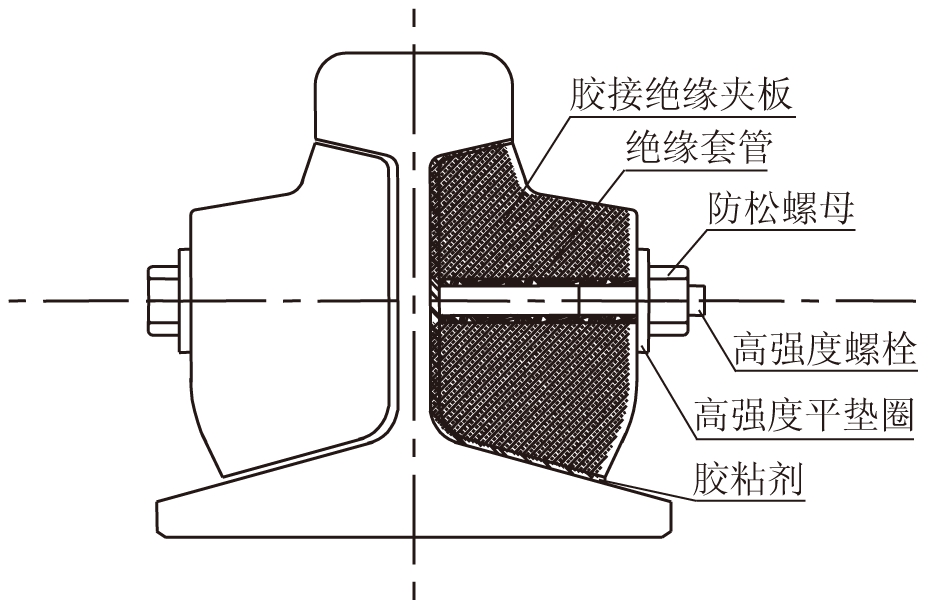
图1 钢轨胶结绝缘接头结构
(1) 通过多点平行作业,缩短单个钢轨胶结绝缘接头的施工时间。单个胶结接头施工时间由常温下的60 min,高寒低温下缩短到40 min。工序控制主要表现在以下几点:①在施工现场合理位置选定搭设打磨加工场,保证加工场内温度,与钢轨胶粘处保暖装置(作业保温棚)同时施工,即打磨夹板的同时打磨钢轨。②将试装夹板放到打磨加工场内进行打磨,并在打磨加工场内摆放与现场相同标准的钢轨,在夹板打磨完毕后直接在打磨加工场进行试装,以减少现场试装步骤。③将外观整理和绝缘测试由平常分别进行改为同步进行,缩短施工时间。
(2)结合现场施工环境,采用局部温控法进行现场施工环境温度控制,并自制一套专用配套装置(作业保温棚)。该装置主要是以小型平板轨道车为基础,轨道车上配置取暖设备,采用脚手架搭设保温骨架,骨架外围敷设保暖棉被帆布等,形成可在钢轨上自由活动的快速提升接头区域及提升环境温度的小型保暖区域。
4 关键施工技术
4.1 施工准备
按照施工图设计的胶结绝缘接头数量,列出需准备的各种原材料并经电务专业会审。在采购材料的同时需提前准备好现场所需的各种机具和人员。由于高寒地区故障率高,每种机具需各备用1台。以一个作业面为准,需要轨端打磨机、轨腰专用打磨机、发电机、轨头打孔机各1台,扭矩扳手、手持砂轮机、手持角磨机各2台,撬棍6根。同样以一个作业面为准,安全员、技术员、质检员各1人,胶粘工、打磨工、线路工各2人,其它零工4人,共13人。
在接头施工位置进行场地清理。
4.2 搭设作业保温棚
为了在高寒地区能够保证达到胶粘冻结接头施工所要求的温度,用导热系数小的材料制作成符合要求的作业保温棚,在作业保温棚中生火炉,使作业保温棚内温度升高。同时被作业保温棚覆盖的钢轨接头处的温度也随之升高,直至达到规定温度,使得胶黏剂在其适合的温度环境下发挥作用,保证接头质量符合要求。
作业保温棚尺寸应根据现场施工条件确定,为满足具体施工要求,作业保温棚尺寸的一般范围为(5~7) m×(3~5) m×(2.5~3)m。见图4。
作业保温棚的骨架采用钢管搭设,钢管直径不得小于41 mm,横竖间距不得大于1.2 m,严格按脚手架搭设规定进行搭设确保安全。
应确保作业保温棚的密封性,作业保温棚骨架搭设完毕后在钢管外侧进行棉被包裹覆盖,棉被包裹采用双层覆盖,搭接缝隙错开,然后根据热工计算[2],确定安装保暖炉子的数量,保证作业保温棚内的温度在18~25 ℃之间并使作业保温棚的相对湿度<>
在现场施工时,注意做好棚内温度观测,当温度开始下降时,及时加大炉子的火势或增加炉子数量,以确保作业保温棚内温度。
4.3 钢轨和夹板的打磨、除锈和清洗
胶粘施工开始前需对夹板和钢轨进行除锈打磨,使钢轨胶粘部位表面光滑,便于粘合。
(1)对钢轨腹板两侧采用轨腰专用打磨机进行打磨除锈,打磨时需保证夹板范围内轨腰打磨均匀,避免轨腰局部打磨过度。打磨过程中要经常用夹板校核调试,避免过量打磨。
(2)采用轨端打磨机打磨轨端并倒角。先用轨端打磨机对钢轨两端粗打磨,并注意打磨出的面需垂直钢轨的平面,严禁打磨成斜面。粗打磨经检查没有斜面后,再用打磨机进行细部打磨。检查两轨端为密贴后停止打磨,如不满足要求需重新打磨,直至轨端密贴无错牙为止。打磨完成后轨头采用薄膜包裹以防氧化锈蚀。
(3)采用打磨机对夹板内侧进行打磨刨切。用刨切机对夹板进行刨切后用打磨机进行打磨,以轨腰弧度为标准,制作好划线样板,刨切量需适当控制,以轨腰与夹板密贴为准。
(4)等打磨结束后采用专用喷枪喷涂丙酮对轨端、轨腰和夹板内侧进行清洗,清洗各接触面表面光滑无污垢后方可进入下道工序。
(5)用倒角器对钢轨螺栓孔倒角和用圆锥打磨螺栓孔内的毛刺和锈并清扫干净。
4.4 调胶、涂胶
(1)在调胶板上胶将A、B双组分胶调均匀,达到颜色一致。调胶前应检查胶的保质期,严格保证所使用的胶的质量。
(2)将胶粘剂均匀涂抹在夹板内侧面和钢轨腹部打磨面上,做到涂胶厚度均匀一致。从调胶到完成抹胶应掌握在3 min以内。
4.5 安装夹板
在轨缝处放入轨端绝缘片。用对位棒将带胶的夹板对准螺栓孔并按设计要求在夹板和钢轨腹板之间放入纤维布。将套有绝缘套管的螺栓交叉穿入螺栓孔,螺栓两端各套入一个刚性垫片(严禁用捶打入螺栓)。拧上螺母并紧固螺栓,严格按设计要求的1 400 N的扭力进行作业,并及时复紧。
安排专人对已安装完成的胶结绝缘接头进行整体外观检查。
5 施工质量控制
(1)组织施工作业人员学习胶粘作业要点并进行考核,使作业人员明确作业方法和检测手段。加大现场抽检频率和指导力度,保证胶粘接头作业质量。
(2)配齐足够数量的易损和高耗器具,确保设备性能状态良好。
(3)对打磨除锈完成后的每个接头的钢轨端头和钢轨腹部逐个进行检查,发现不符合要求的立即进行重新打磨。
(4)选派经验丰富、操作熟悉人员专门进行对轨作业。
(5)指派专人进行温胶、拌胶作业,保证胶温在20 ℃左右拌和均匀。
(6)根据技术交底时确定的各项技术参数和胶液配合参数、施工技术原理进行施工,现场严格控制胶粘冻结接头胶液的质量。
(7)确保作业保温棚的密实性,在作业保温棚的搭建过程中,内部使用棉被等非化工材料,外部采用可循环利用的厚帆布,既达到了保温效果又最大限度的节约了成本,减少了对环境的污染。
6 结束语
(1)多点平行施工,减少每个钢轨胶结绝缘接头的施工时间,使得该施工技术具有施工便捷、作业时间短、流水化操作、质量可控的特点。
(2)采用局部温控法有效控制施工环境温度,突破了低温环境下无法进行钢轨胶结绝缘接头施工的局限,保证了在高寒地区钢轨胶结绝缘接头的施工质量。
该技术在青藏铁路西格段增建第二线站场改造(双寨车站、天棚车站、察汉诺车站、锡铁山车站)工程中进行了实践应用,现场效果显著。
作者:admin
推荐内容 Recommended
- K1270Rail锯轨机锯片使用保养指南09-10
- DFZ-1型复轨器使用手册08-20
- ZF-3型组合式复轨器救援设备使用方08-17
- 钢包加盖节能控制系统08-16
- 货车车钩自动分离的原因有哪些08-15
- 集宁工务段党委注重党员作用发挥08-10
相关内容 Related
- 蒙华铁路正在修建中07-16
- “交通强国,铁路先行”银西高铁07-16
- 郑济先开段架梁标准化作业赢得好07-16
- 朔黄铁路原平分公司顺利完成首次07-16
- 拉林铁路沿线牵引变电所开始设备07-16
- 为防洪抢险中的铁路人点赞07-16