


YH-6型气压焊轨机
|
 一、适用范围
一、适用范围
钢轨移动式气压焊设备主要用于≦75kg钢轨焊接,本设备为保压式推凸方式,压接机为轨头定位,保证轨头平直性,并增加回程过压保护装置,能保证压接机安全使用。与同类产品相比,该设备具有构思独特,设计合理,操作简易,不占用轨下空间等特点。
二、基本结构及作用
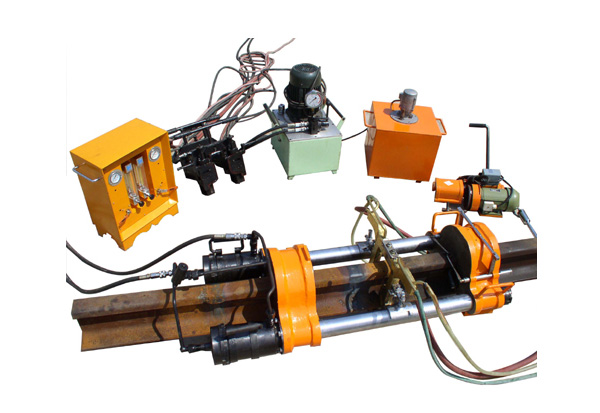
整套气压焊由:
1 压接机——给钢轨提供预紧力和顶锻机
2 推凸机——铲焊镏用
3 加热器——给钢轨加热用
4 水泵和水箱——给加热器冷却用,水泵为380V电压
5 控制箱——控制乙炔及氧气压力及流量
6枪头——将调整好的乙炔和氧气进行混合使混合气供给加热器。
7 液压泵——提供足够的液压能,电动机电压为380V
8 乙炔瓶连通器——将4瓶乙炔并连在一起,以提供足够的乙炔供燃烧。
三、使用方法与维护
1、焊接人员应持有国家铁路主管部门认可的技术机构颁发的“钢轨焊接工操作许可证”。
2、将钢轨接头断面处磨平斜度为大于0.2mm,表面及周围不得有氧化皮及铁锈。
3、准备好4瓶乙炔及1块乙炔表,1瓶氧气及1块氧气表。
4、将水箱加注4/5水,把水泵放进水箱内,插入电源,观察水泵进口是否出水,如不出水,改变电源相序即可。
5、将4瓶乙炔用乙炔瓶连通器连接好,接好乙炔表,用内径10mm黑色乙炔管连接到控制箱乙入上,乙出接枪头侧口处。
6、将1瓶氧气用接好氧气表,用内径10mm红色氧气管连接到控制箱氧入上,氧出接枪头直口处。
7、将枪头混合气用内径为16mm混合管接入加热器上,加热器内侧与钢轨间隙四周应均匀。
8、控制箱参数表(供参考)如下:
氧气出口压力:0.5~0.6MPa
氧气流量:4.2~4.4 m3/h
乙炔出口压力:0.15MPa
乙炔流量:4.8~5.2 m3/h
9、焊接钢轨时间约:5-5.5分钟
10、焊后热处理应在焊接接头温度下降到500℃以下时开始,加热宽度60mm±10mm,加热温度850~950℃。焊接热处理钢轨时,轨头冷却宜采用风冷或雾冷。
11、焊接及热处理后,应待接头冷却到300℃以下方可去除牵拉力。
四、注意事项
1、焊接作业人员必须持用“钢轨焊接工操作许可证”。
2、焊接环境的要求:施焊场所无雨,气温应不低于0℃,风力应不大于5级。
3、推凸失败后,允许使用除瘤割炬除去焊接接头余高,但不应伤及钢轨母材。
 |
|||||||||||||||
|
|||||||||||||||

推荐内容 Recommended
- K1270Rail锯轨机锯片使用保养指南09-10
- DFZ-1型复轨器使用手册08-20
- ZF-3型组合式复轨器救援设备使用方08-17
- 钢包加盖节能控制系统08-16
- 货车车钩自动分离的原因有哪些08-15
- 集宁工务段党委注重党员作用发挥08-10
相关内容 Related
- 蒙华铁路正在修建中07-16
- “交通强国,铁路先行”银西高铁07-16
- 郑济先开段架梁标准化作业赢得好07-16
- 朔黄铁路原平分公司顺利完成首次07-16
- 拉林铁路沿线牵引变电所开始设备07-16
- 为防洪抢险中的铁路人点赞07-16
联系我们 Contact
|
|
|
|
|
|
|